
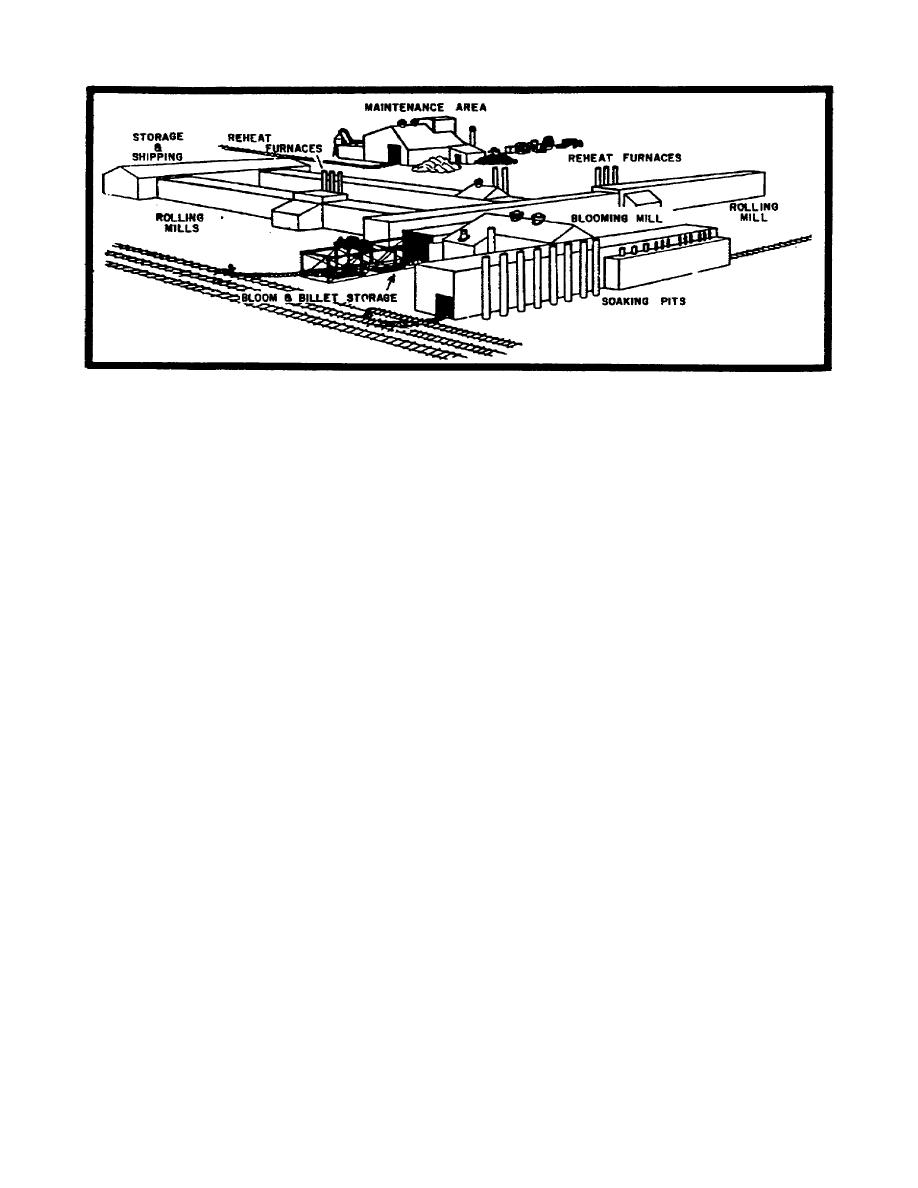
Figure 2-67. Steel Forming and Finishing.
(2) Processing flow of steel processing/fabrication plant:
(a) Stripping areas.
Stripping is the removal of the ingot mold from the
red-hot ingot.
Before an ingot can be rolled into a shape, it must have uniform
temperatures. A freshly stripped ingot has a solid exterior but an extremely hot,
molten interior.
If such an ingot were prematurely rolled, its molten content
would spew out under the pressure of the rolling machinery.
(b) Soaking pits. To prevent this, the ingot must be soaked in a special,
pot-like furnace until its exterior and interior stabilize at a uniform temperature
throughout.
(c) Roughing mill. It then goes to the roughing mill for initial rolling.
In machinery similar in operation to an old-fashioned clothes wringer, the ingot is
pressed into one of three basic shapes: bloom, billet, or slab. A bloom is a large
bar of steel with a square of rectangular cross-sectioning greater than 36 square
inches. A billet is similar to a bloom but smaller. A slab is wider and flatter
than a bloom.
(d) Bloom and billet storage yard.
Shaped ingots not immediately needed
are temporarily stored outside in a bloom and billet storage yard (Figure 2-67).
(e) Rolling and finishing mill.
For additional forming, the shaped ingot
is passed on to the rolling and finishing mills (Figure 2-67). Before the shaped
ingots are rolled further, they are placed in a reheating furnace (Figure 2-67).
The temperature is maintained through periodic reheatings in other reheat furnaces
situated along the mill's length. Steel sheet, rod, beams, rails, wire, and nails
can be produced in mills.
81
IT 0673

 Previous Page
Previous Page
